Compensation 3D du positionnement pièce et introduction à la programmation vectorielle d'outils.
La programmation de machines à 5 axes demande un effort qui ne doit pas être sous-estimé. Les axes rotatifs sont souvent programmés directement avec leur position angulaire. L'avantage de cette méthode est que la position de la tête d'usinage peut être imaginée lors de la visualisation du programme pièce. Les inconvénients sont d’une part la dépendance du programme pièce vis à vis de la cinématique de la machine et d’autre part l’impossibilité de transférer tel quel, ce programme pièce à une autre machine 5 axes. Pour rendre ce programme pièce indépendant de la cinématique de la machine, vous pouvez utiliser la programmation vectorielle d'outils. La direction de l'outil est programmée au moyen des cosinus directeurs exprimés relativement au référentiel de programmation. La condition préalable est que la CNC connaisse la cinématique de la machine afin de transformer en temps réel les vecteurs programmés en positions articulaires. Dans certaines circonstances, l'alignement des pièces à usiner sur la machine peut être très complexe.
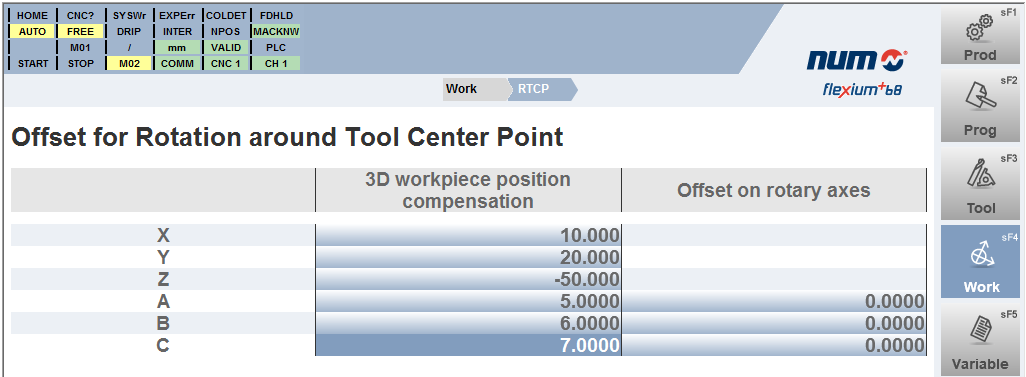
Dans ce cas, pour augmenter la productivité, au lieu de déplacer les pièces, la CNC offre la possibilité de compenser les écarts de positionnement (y compris les angles) au moyen de valeurs de correction correspondantes. La pièce reste mal alignée, mais la CNC connaît ces écarts et les compense par logiciel. À cette fin, la CNC fournit une page IHM spéciale d’édition des valeurs de correction. Le système de coordonnées résultant des décalages et des rotations est appelé "Système de coordonnées balancées", ou BCS.
Venons-en maintenant à la programmation vectorielle des outils. Le mode de commande CNC de base implique la programmation des angles des axes rotatifs. Ce mode standard peut également être programmé avec la commande G30. La programmation des vecteurs d'outil, implique soit la fonction G32, soit celle G34. Si G32 est utilisée, le vecteur d'outil est programmé avec ses projections selon les axes principaux. La CNC calcule les positions réelles des axes en temps réel, en tenant compte de la position TCP (Tool Center Point), de la dimension de l'outil, de tout plan incliné activé et des corrections pour BCS, ainsi que de toutes les autres corrections et déplacements. La programmation est très simple.
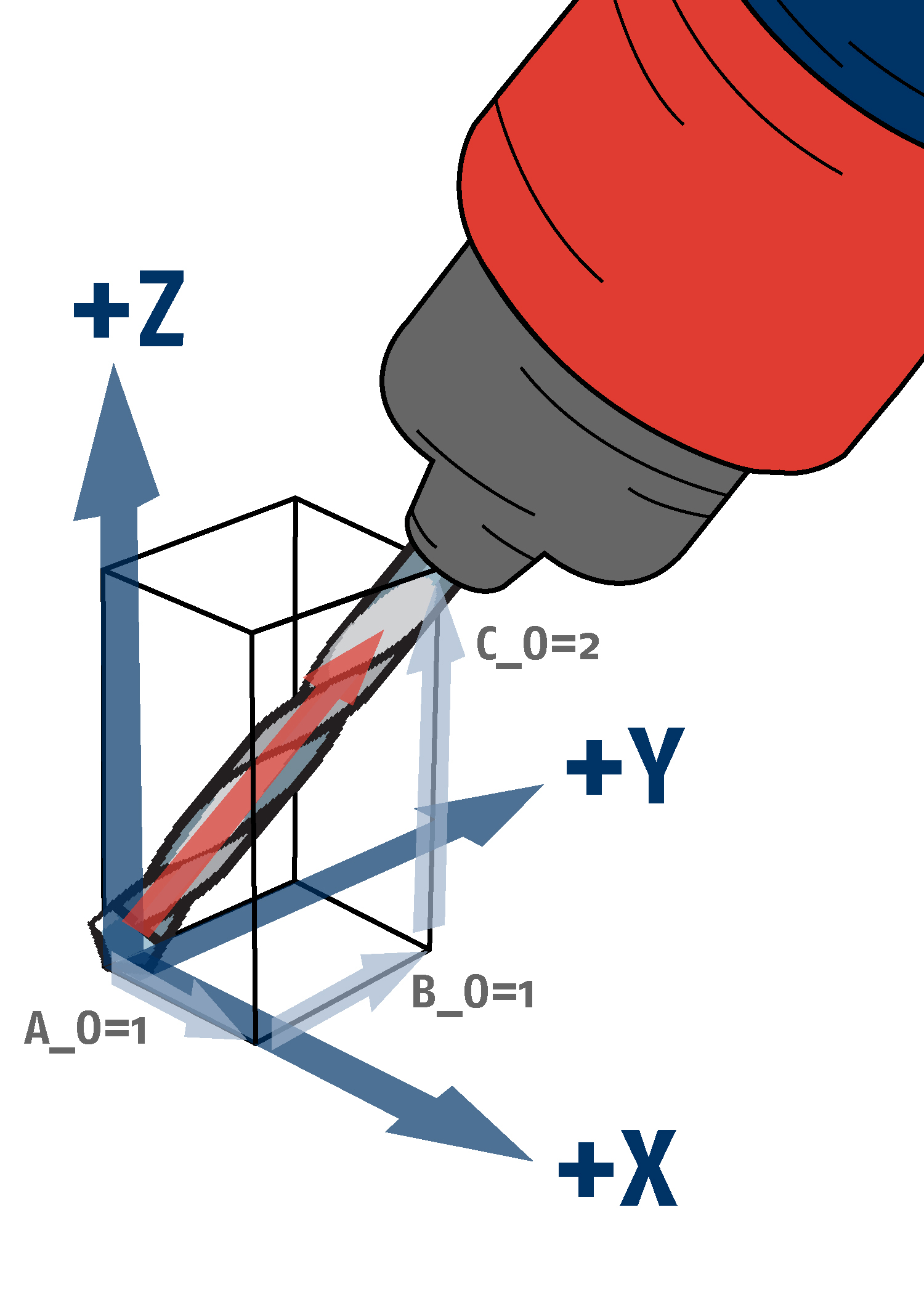
Par exemple : G32 G1 X0 Y0 Z0 A_0=1 B_0=1 C_0=2 (voir schéma).
Les paramètres A_0, B_0, C_0 définissent le vecteur d'outil. Ces paramètres, ainsi que les positions des axes, peuvent bien sûr être à la fois des nombres et des variables. Une normalisation du vecteur n'est pas nécessaire. Elle est effectuée automatiquement par la commande.
La fonction G34 correspond à celle G30, ce qui signifie que les angles des axes sont programmés, mais G34 prend également en compte les corrections nécessaires tant pour le BCS que pour tout plan incliné activé. Avec G34, la commande calcule le vecteur d'outil à partir des angles des axes rotatifs saisis et effectue ensuite les corrections comme avec G32. En programmant G34, les compensations nécessaires pour le BCS sont prises en compte mais les décalages et rotations nécessaires pour l'éventuel usinage du plan incliné doivent être inclus dans le programme pièce, de sorte que la CNC n'a pas à s'en occuper.
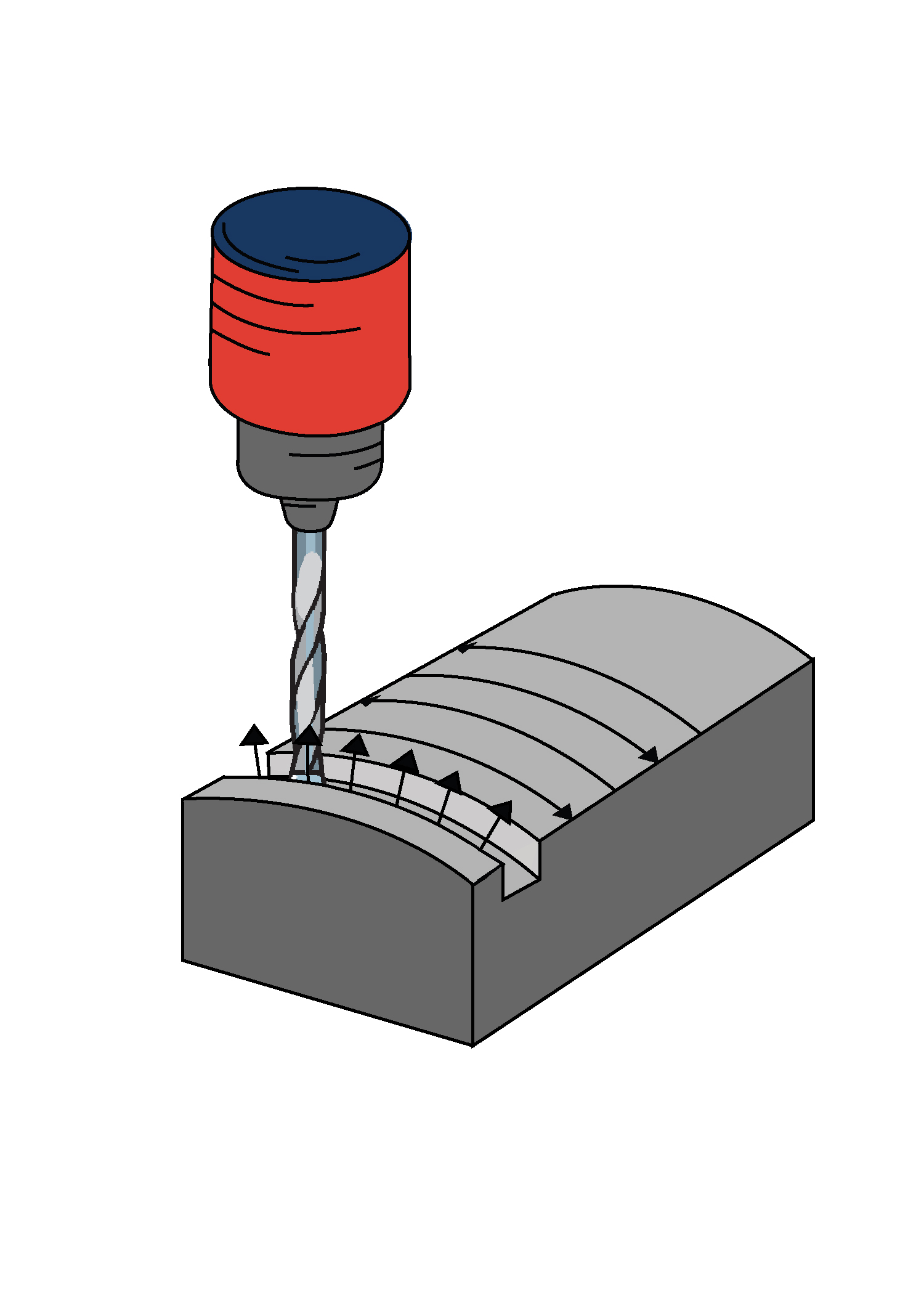
Dans le programme pièce, les orientations de l'outil sont programmées bloc par bloc en utilisant les vecteurs ou les angles. En 5-axes continu, la position et l'orientation du vecteur outil changent normalement dans chaque bloc CNC. Pour s'assurer que la machine se déplace maintenant conformément au programme pièce, la NC interpole en permanence l'orientation de l'outil en synchronisme avec le mouvement de la trajectoire (voir schéma). Pour garantir que la pointe de l'outil soit fixée dans l'espace pendant les mouvements de rotation des axes rotatifs, le RTCP (Rotating Tool Center Point) doit bien sûr être actif.
Pour plus d'informations sur les G32 et G34, ou sur d'autres aspects de la compensation des pièces 3D, veuillez consulter la documentation Flexium+ ou contacter votre représentant NUM NTC, qui se fera un plaisir de vous fournir des suggestions et des solutions.