NUMROTO 新闻
请访问我们在米兰的EMO - 7号馆G26 H27展台
NUMROTO 新闻
在冠状病毒大流行造成的困难时期,NUMROTO团队进行了许多重大的开发。这些将为目前已超过7000名的NUMROTO客户带来明显的附加值。这些创新已整合到4.3.0版本中,可以像往常一样从机床制造商处获得。
具有最高精度的3D模拟
众所周知,刀具的精度主要取决于工具磨床的质量和精度。先决条件是,编程系统计算出的路径至少要与机床的精度一样精确。为了确保在程序生成过程中也能检查到这一点,NUMROTO的三维模拟已经得到了显著的扩展和优化,因此现在可以在亚微米范围内进行分析。在下图中的模拟说明了这一点,通过对S型横刃的模拟,其模拟分辨率达到0.5微米。
图1 S形横刃的模拟图
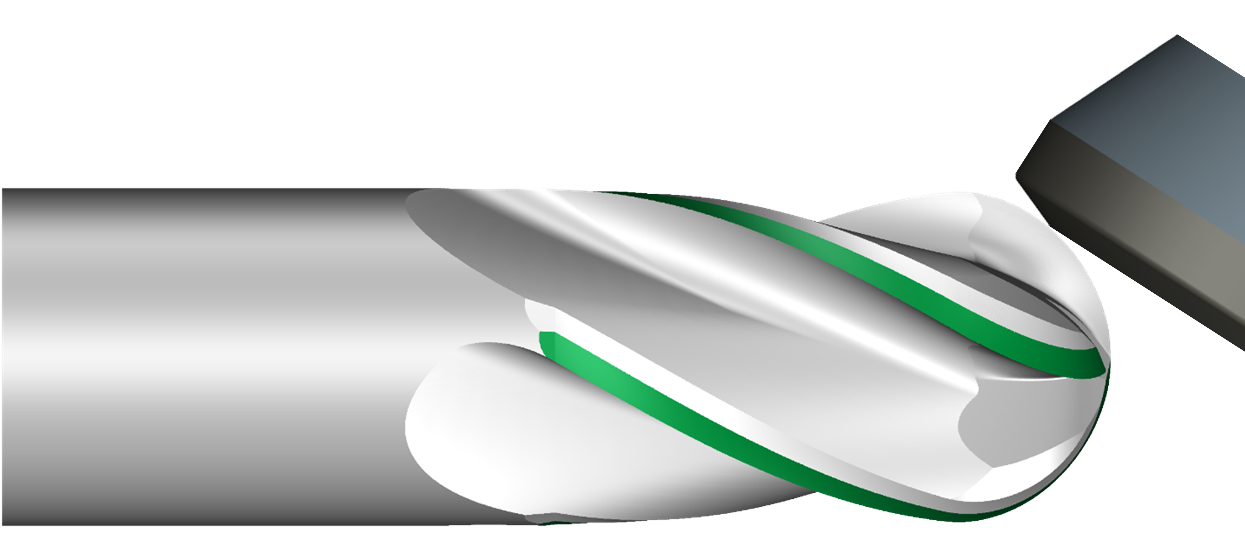
球头铣刀的切削刃带横刃,它正好在球的半径范围上
越来越多的客户在球头铣刀上研磨切削刃时带有明显的偏心距效果。因此,这种刀具的中心非常稳定,磨损也更小。为了使这种球头铣刀的外部形状非常精确,切削刃上的每一个点,特别是横刃,都必须正好在球体半径范围上。为了确保切削刃的稳定运行,NUMROTO现在能提供将横刃磨成S形的选项。
图2 带S形横刃的球头铣刀中心
图3 横刃的圆弧效果
用垂直于表面的砂轮进行加工
经过验证的后角操作已经通过新的工艺得到了扩展。现在可以用垂直于表面的砂轮对后角进行磨削,这在加工技术方面带来了优势。因此,平砂轮可以在不损坏相邻刀齿的情况下自由地磨削刀具中心。此外,后角退刀的效果更好。这种工艺在磨削过程中只需要最小的动作,这意味着可以实现良好的表面光洁度。
图4 垂直于表面的研磨
此外,现在还可以进行垂直于表面的圆周磨削。这种工艺适用于球头铣刀或圆角铣刀,也适用于垂直于成型铣刀的轮廓进行加工。
用11V5杯形砂轮研磨
使用11V5砂轮,可以非常经济地用整个砂轮轮缘进行磨削,这使得砂轮的使用寿命更长。用这种方法,在球头铣刀的中心也有更多的活动自由。
图5 用11V5砂轮的整个轮缘沿球头后角进行磨削。
从根本上修改了校正系统
现在可以单独编辑公称尺寸和修正。直径修正可以使用一个数据表进行编程。这使得即使在长工件上也能非常精确地磨削直径,例如,由机械或磨削技术原因造成的系统误差可以通过这种方式进行补偿。还可以对圆周刃带宽度修正表进行编辑,使圆周刃带恒定。
更多其他新功能
上/下铣刀和侧铣刀的编程被大大简化。上/下铣刀的切削刃的重叠是自动计算的。而在侧铣刀上,交叉齿系统可以被编辑为一个多螺旋铣刀。三维模拟现在可以模拟定义为DXF旋转体的棒料。此外,现在对于所有砂轮、轮缘和轮体在三维模拟中显示为独立的单元。轮体与工件可能发生的碰撞能被检测出来,并显示为碰撞。