NUMROTO News
Visit us at the EMO in Milan - Hall 7 Stand G26 H27
NUMROTO News
The difficult period caused by the Corona pandemic has been used by the NUMROTO Group to implement many significant developments. These will generate clear added value for NUMROTO customers – of which there are now more than 7000. The innovations are included in version 4.3.0, which can be obtained as usual from the machine manufacturers.
3D simulation with highest accuracy
It is well known that tool precision is primarily dependent on the quality and precision of the tool grinding machine on which it is ground. The prerequisite is that the paths calculated by the programming system are at least as accurate as the precision of the machine. To ensure that this can also be checked during program generation, NUMROTO's 3D simulation has been significantly expanded and optimized so that analyses in the sub-micron range are now possible. In the following picture, this is illustrated by the simulation of an S-shaped chisel edge with a simulation resolution of 0.5 micron.
Figure 1 Simulation of an S-shaped chisel edge
Full radius cutter with cutting edge including chisel edge, which is exactly on the ball radius
More and more customers grind the cutting edges on a full radius cutter with a clear side distance. As a result, such tools are very stable in the center and wear less. To make the outer shape of this full radius cutter very accurate, every point of the cutting edge – and especially the chisel edge – must be exactly on the radius of the sphere. To ensure that the cutting edge runs steadily, NUMROTO now offers the option of grinding the chisel edge in an S-shape.
Figure 2 Center of the full radius cutter with an S-shaped chisel edge
Figure 3 Radius of the chisel edge
Machining with grinding wheel oriented perpendicular to the surface
The proven relief operations have been expanded with new processes. Reliefs can now be ground with a Perpendicular to the surface oriented grinding wheel, which brings advantages in terms of machining technology. A peripheral wheel can thus grind the center free without damaging adjacent teeth. In addition, the relief washout is nicer. This process requires only minimal movements during grinding, which means that a good surface finish can be achieved.
Figure 4 Grinding perpendicular to the surface
In addition, cylindrical grinding can now be performed perpendicular to the surface. This applies to the ballnose or corner radius cutter or perpendicular to the shape of a form cutter.
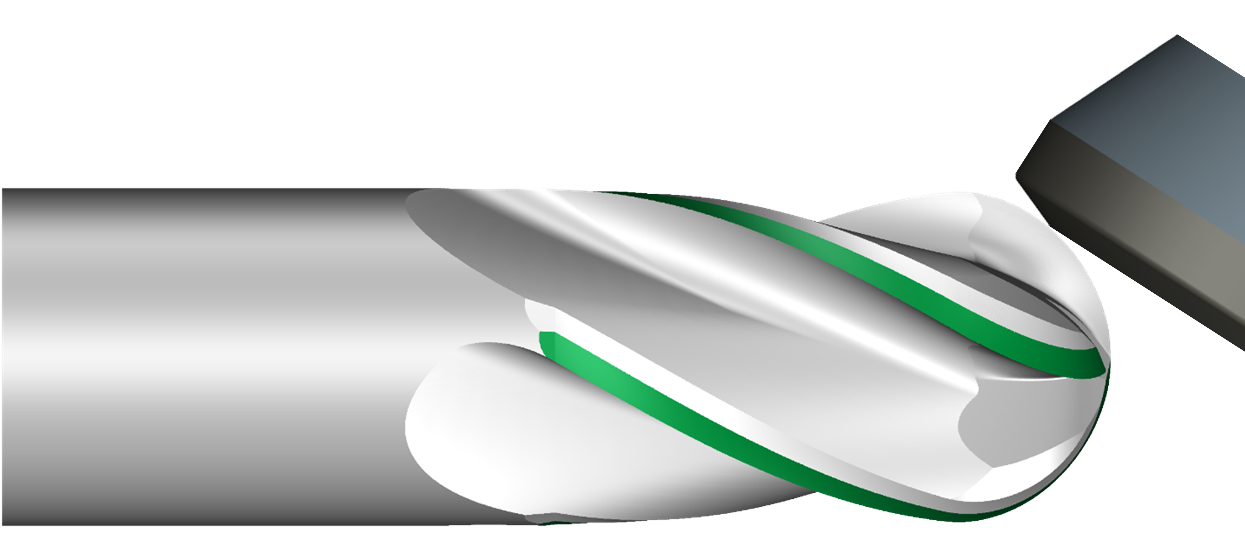
Grinding with 11V5 cup wheel
With the 11V5 wheel, it is possible to grind very economically with the entire wheel rim, which gives the grinding wheel a long service life. You also have more freedom of movement in the center of a ballnose cutter with this method.
Figure 5 Grinding with the entire wheel rim of an 11V5 grinding wheel along the ball nose relief
Fundamentally revised correction system
Nominal dimensions and corrections can now be programmed separately. The diameter correction can be programmed as a data table. This allows diameters to be ground very accurately even on long work pieces, and systematic errors caused by mechanical or grinding technology reasons, for example, can be compensated for in this way. Circular land width correction tables can also be programmed so that the circular land is constant.
Many other new features
The programming of up/down and side milling cutters has been greatly simplified. The overlap of the cutting edges on the up/down tool is automatically calculated, and on the side milling cutter, the cross tooth system can be programmed as a multi- helix cutter. The 3D simulation can now simulate blanks defined as DXF rotation bodies. In addition, for all wheels, the wheel rim and the wheel bodies are now displayed as separate volumes in the 3D simulation. Possible collisions of the wheel body with the work piece are detected and displayed as collisions.