Only 10 minutes lifetime - several weeks of production time
NUM technology has featured in the manufacturing of parts for some very unusual ‘one-shot’ products, such as jacking-up oil rigs in the North Sea Ekofisk field. Jobs like these often have similar scenarios: they are a completely new application, no rehearsal is possible, and there is no second chance.
The latest example is quite spectacular: it’s fitted on something weighing over 200 tonnes, filled with 160 tonnes of liquid hydrogen and oxygen at 253°C, and accelerating up to 25’000 km/hour. If we mention the customer is Astrium, Europe’s leading space company - it’s clear what we’re talking about. This challenge is a part of the Ariane rocket - the cryogenic tank to be precise. It’s easy to see that the smallest imperfection could lead to a $200 million fireworks display. The chosen suppliers have to be able prove the quality and reliability of their solution.

The cryogenic tank is an assembly of aluminum panels. The tank is so precisely optimized for its role that it needs to be protected by inflation in order not to collapse under its own weight during transportation, before receiving its load of highly volatile propellant. The technical challenge is to shape these panels with the highest accuracy. Unlike the tank’s flat external faces, internal surfaces are full of grooves and reinforcements - all of which are a potential obstacle or weakness point if not properly designed and fabricated.
Alongside the technical challenge was an organizational one. Fabrication relied on an ageing machine with a custom-made control system that was becoming more and more difficult to maintain. And the supplier was subject to onerous contractual requirements. To help ensure the success of the project, NUM partnered with SRMO (http://www.groupe-ledoux.com) to propose a solution for refurbishing the critical machine. While SRMO took care of the machinery itself, NUM took responsibility for updating the control system and user interface.


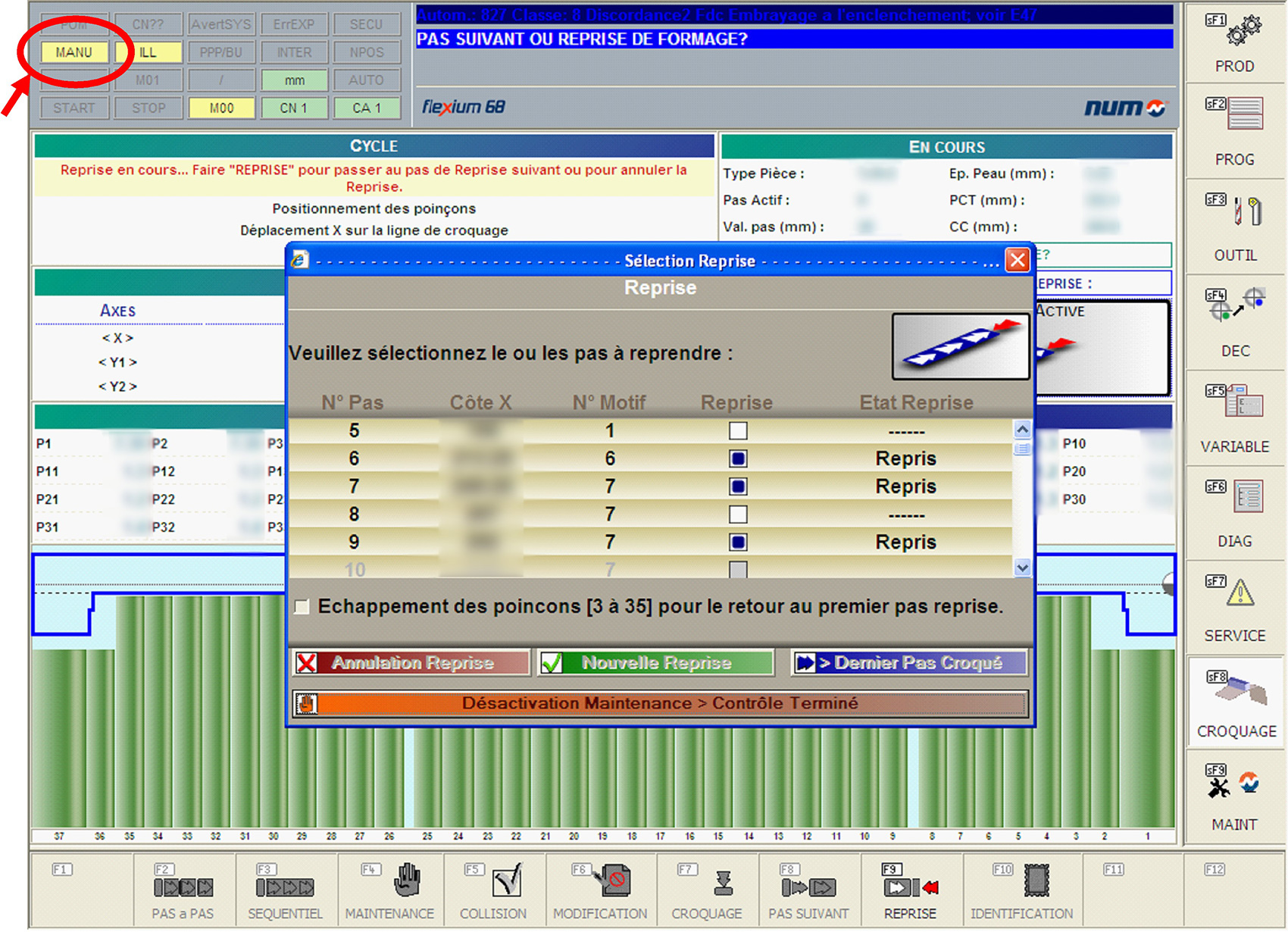
The fabrication process for the cryogenic tank involves up to 250 bending operations for each panel - with precise control over the force, amplitude and pitch of each individual bend. Each of 37 individual segments of the lower section of the bending die need to be positioned accurately in order to prevent collisions. However, even though the fabrication process is automated, this is not mass production, and small deviations can occur. It is sometimes necessary to re execute a machining operation or to adjust the parameters slightly, and final quality relies on the skilled operator’s know-how.
The control system had to ensure that there was no interference between the dies and the part. And keeping track of every single operation for traceability reasons was also mandatory. With 39 axes to control, plus requirements including traceability, the ability to remotely diagnose faults, sophisticated file management, and an application-specific user interface, this was a perfect target for NUM’s new Flexium system - with NUMDriveC drives and BHX servo motors.

NUM’s solution is based on a Flexium 68 CNC kernel controlling 19 CANopen dual-axis drives, two hydraulic axes (with synchronization and differential adjustment), together with distributed I/O modules and other accessories. One other key requirement was software utilities which ensured that validated data from the previous system could be used to generate part program files automatically.
Operations, compensations and incidents are all dated and recorded in a dedicated traceability file for each part. The whole process is under control of a scheduler, allowing the possibility of manual intervention at any time, while also securing all moves.
The user interface is fully graphic with several frames. One permanently displays the lower dies as well as the part shape. Potential collisions are detected in advance, and shown as an alert.
A live simulator installed at NUM allowed the engineering team to fully qualify the application, and to subsequently prove the functionality and quality of the solution to the client.
Once the concept was validated by Astrium, work started in May 2009. Given the strict schedule, the SRMO and NUM teams on site didn’t get much free time. Very often ‘dinner’ was found at the last drive-in restaurant open in the area. But, thanks to well defined timing and close cooperation, the project was still completed slightly ahead of schedule - and since then dozens of tank parts have been produced.
We believe this project truly exemplifies NUM’s mission statement of being a one-stop ‘high end CNC solutions’ provider. But our point of view is not what really matters; let’s find out what our customer, Mr. Philippe Verger, Industrial Means Maintenance Responsible, EADS les Mureaux, had to say:
“The Astrium decision committee for this project did select the SRMO/NUM joint proposal because it offered the best technical approach considering the requirements. Even though the CNC was new we were made confident it will provide the adequate performances to control the large number of axes of this cell. A second key element in this decision making process was the long lasting partnership and the complete dedication of NUM to succeed in this crucial project. The teams were highly committed, they spared no effort to achieve the goal within the requested timeframe, all this to the user’s full satisfaction.”
(March 2011)