Innovative software offers low cost process monitoring for CNC transfer machines
Uses CNC system’s built-in data collection and measurement capabilities – no additional hardware needed
Innovative new application software from NUM enables users of high throughput, multi-process CNC machine tools to implement process monitoring without incurring any additional hardware costs.
The software is likely to be of especial interest to users of high-end production systems such as transfer machines, where even relatively small operating issues can rapidly escalate into much larger, more expensive problems unless proactive remedial action is taken.
Through real-time monitoring of the power/current values of the electric motors on a transfer machine throughout its milling, turning or grinding processes, it is possible to minimise system downtime and maintain production quality by guarding against faults. Typically, these would include worn or damaged tools and undersize or oversize workpiece blanks.
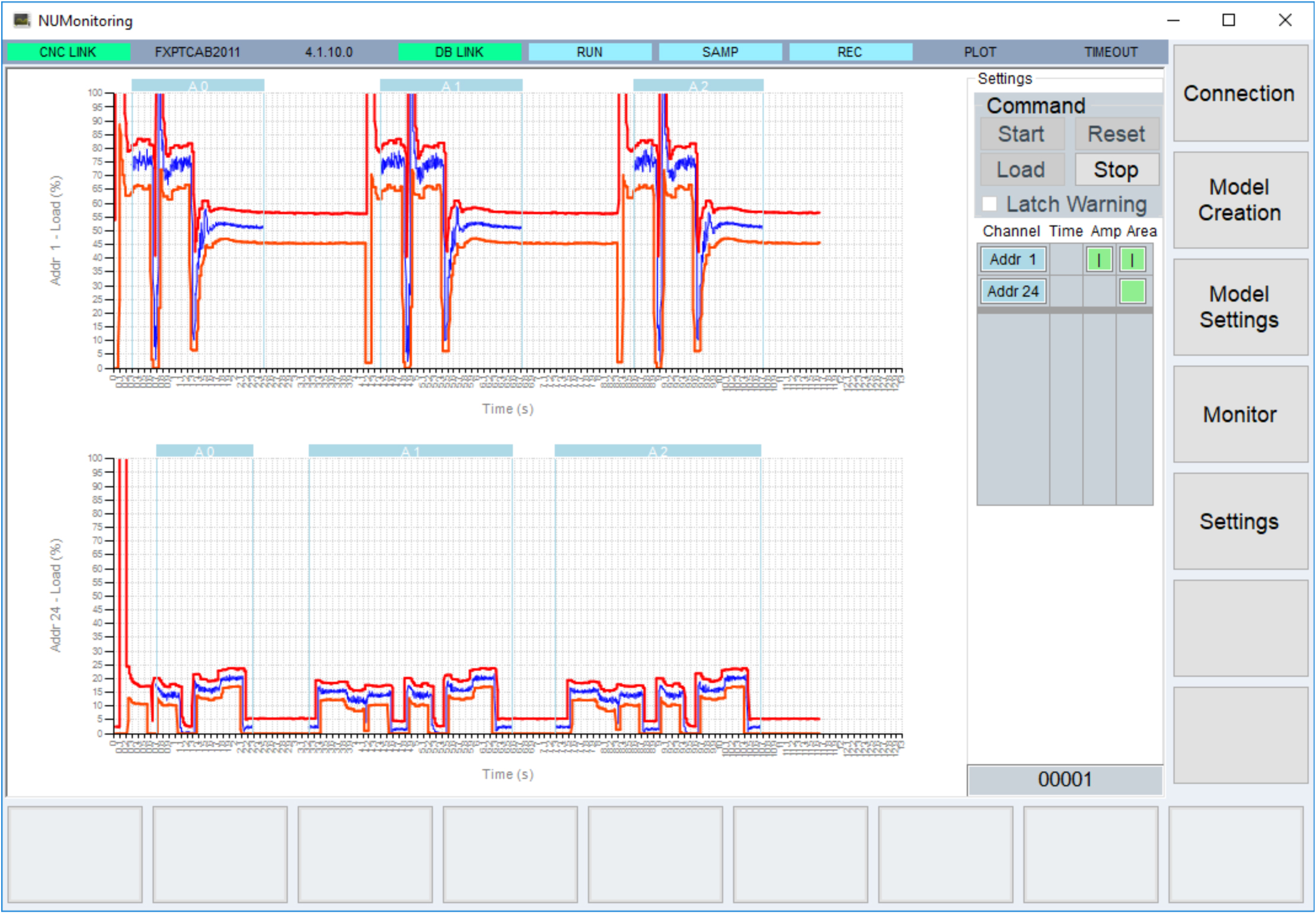
Known as NUMmonitor, the software initially operates in ‘learn’ mode to acquire the varying loads and drive currents of motors when the CNC machine tool is running at optimal performance levels and with a sharp new tool. Up to 8 motors can be monitored simultaneously throughout the machine’s operating cycle, and the software accommodates up to 11 different error detection criteria per motor. In the case of multi-NCK systems, a further 8 motors can be monitored for each additional NCK.
On transfer machines, it is generally sufficient to monitor just the load (power) of the spindle motors.
Both the level and duration of each load event that occurs during the ‘learn’ cycle are measured and recorded, and the process can be repeated to obtain average values. There is no limit to the number of different load events that can be accommodated during a complete machine cycle. Minimum and maximum curves are automatically generated from the ‘learn’ cycles, with the user able to define the types of error detection and the logic (for combining different error criteria, if desired). These machine cycle-time related operating parameters form ‘known good’ event references which can then be used for comparison purposes against data sampled during subsequent production runs. The user-programmed amplitude, duration and integral thresholds determine whether an event constitutes an ‘alert’, ‘alarm’ or ‘shutdown’ condition.
One of the key design aims behind NUM’s new process monitoring software was that it should be entirely self-contained, so that machine designers and users can implement relatively sophisticated process monitoring schemes without incurring additional hardware costs.
NUMmonitor capitalises on the inherent flexibility of NUM’s latest-generation Flexium+ CNC platform. As standard, every Flexium+ CNC system includes a PC which can handle data from the servo drives’ measurement points, a PLC that has direct access to machine parameters, and an NCK oscilloscope feature capable of reading values in real-time. All system communications are handled by FXServer, using fast real-time Ethernet (RTE) networking.
Production can commence as soon as NUMmonitor has acquired the machine’s ‘known good’ performance parameters. The same part program is used for both the ‘learning’ phase and the production phase. All active values are stored in the CNC system’s solid state PC memory to facilitate fast access, while a second parameter in the part program defines precisely when each comparison should start. If a discrepancy on any of the monitored motors is detected then a signal is sent to the PLC, which decides what action should be taken: from a simple warning message to an emergency disengagement.
The new NUMmonitor software option can be installed and used on any Flexium+ CNC system running NUM’s Flexium software version 4.1.10.10 or higher.
NUM also intends producing a lower cost version of NUMmonitor software, limited to two traces, for use on less complex CNC machine tools.